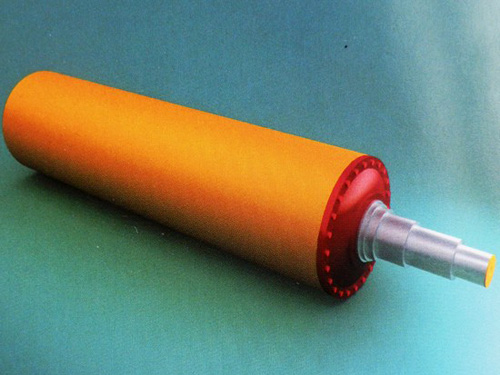
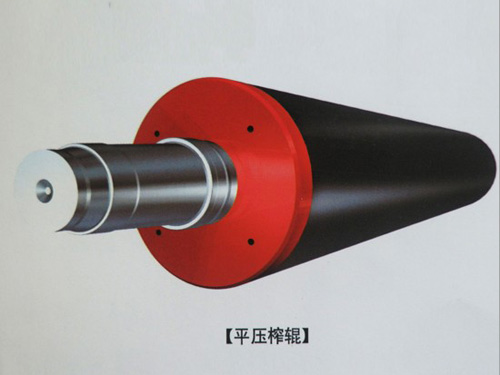
聚氨酯造纸胶辊-涂胶辊包胶视频-胶辊包胶怎么算
临沂市天华造纸机械有限公司坐落于义堂镇朱保工业园,公司以胶辊包胶的生产销售为主要业务。拥有成熟的成套生产设备和一批经验丰富的技术人才。经过多年的发展,天华造纸机械迎来了新的春天,现生产的胶辊包胶销往全国,并在国内重要省市建立了的售后服务体系,为造纸企业提供具有针对性的技术支持和发展空间。
聚氨酯造纸胶辊-涂胶辊包胶视频-胶辊包胶怎么算。
热熔胶过胶机废弃物环境处理编辑注意:包装物品及产品废弃时,请按设备使用所在国(地区)的工业废弃物处理办法实施。热熔胶过胶机热熔胶过胶机的参数编辑总重量约0.5T总功率和电压6.5KWAV380V三相四线过胶宽度和厚度可定制常用的宽度有400mm,800mm,1100mm,1400mm电流40A胶槽加热功率AC220V2.1KW直径10*80MM*14根胶辊加热功率AC380V2.5KW(接线AC380V)直径14*1350MM*1根输送带规格长度3040MM厚度1.8MM宽度1010MM热熔胶过胶机操作流程及方法编辑热熔胶过胶机胶槽熔胶过胶系统下过渡辊与滚胶辊距离的调整:先确定要过胶板材的厚度;然后找相同厚度的木板或硬纸板2块,放在下胶辊上(一边一块);把板材厚薄调节螺栓调节固定好。热熔胶过胶机胶辊间隙调节螺栓用于调节胶辊与两侧滑块间隙,防止漏胶。热熔胶过胶机板材输送系统输送带跑偏调整:松开输送带调整螺丝,把输送带移到辊轮中间(中间限位轮除),锁紧输送带调整螺丝,以输送带快拉紧为宜,启动变频器,输送带边转边调,输送带向左跑偏就旋紧左边的调节螺丝或松开右边的调整螺丝,如果输送带向右跑偏则旋紧右边的调节螺丝或松开左边的调整螺丝。
硅胶具有耐高低温,耐紫外线,耐老化,防水,防辐射,环保,亲人体,等优良特点,因而被制成硅胶产品广泛用于电子,电器,医疗,航空,航天,日用生活品等行业中。硅胶产品的加工首先要看,选用的硅胶材料是哪种。选用固体硅胶混炼胶做为硅胶产品原料,需先将硅胶在橡胶开炼机上开炼加硫加色。然后在平板硫化机,或者挤出机等机器上进行模压,挤出,压延等形式加工。行产出需要的硅胶产品。选用液体硅胶材料,若是室温硫化形的硅胶,可以直接将硅胶加入硅胶模具中加工。若是高温固化形,耐将液体硅胶加入模具,高温烘烤,或用液体硅胶射出机直接成形。上一篇:中国液态硅胶注塑及送料系......下一篇:医用硅橡胶产业现状及前景+本站关键词:液态硅胶机,医疗硅胶设备,潜水硅胶机械,电力硅胶机械,胶辊机械,硅胶注塑机,液态硅胶成型机,液态打胶机,双色硅胶机,硅胶供料机械,液态成型机,双色液态硅胶机厂家,硅胶机械,硅胶机,硅胶制品机,硅胶奶嘴机,立式注塑机,液态硅胶机厂家,橡胶注射机,液态硅胶模具Copyright©2009-2011,www.db168.cn,Allrightsreserved版权所有©鄂州市德标机械有限公司未经许可严禁复制鄂ICP备19015991号技术支持:贝智特网络
聚氨酯造纸胶辊-涂胶辊包胶视频-胶辊包胶怎么算。
胶辊进行包胶工艺时,要注意一些技术方面的要求,包括:
1、旧辊外层的包胶去除后,要用清洗剂把铁芯表面剩余的胶清洗干净;新辊则把铁芯表面的油污等用清洗剂洗净即可。
2、胶辊包胶之前,要进行喷砂处理,这是为了让胶辊表面更粗糙,包胶后胶与铁芯粘合。
3、胶辊包胶时,要根据要求选择合适的胶,例如包丁腈橡胶的耐油性能好,包聚氨酯的耐磨性、耐压性能好,包硅胶的耐高温性能好。
4、包胶时,需要提供外径、胶厚、胶料类型、硬度、重量、包胶长度等信息。
5、胶辊包胶过程中,硫化是很重要的一个步骤,硫化过程中不能打开密封盖板,以免造成污染影响产品质量和外观;硫化完成后要及时清除残留在表面的胶粘剂,以防粘连在一起影响美观和使用寿命。
6、新胶辊包胶完毕后,要放置一段时间再使用,让新辊有适应期,避免直接使用。
我们公司始终秉承“诚信、公平、安全”的交易原则为造纸企业提供质量优异,价格实惠的胶辊包胶。质量打出市场,管理创造效益。用品质好的高价值产品,结合科学规范的管理,公司业绩日益提升。天华造纸机械推荐造纸企业选择陆运;水运;公路运输;铁路运输的物流方式,我们将时刻为您关注产品的安全运输。
1、清洗胶辊铁芯:如果是新的胶辊铁芯需要把铁芯表面的油污等用清洗剂洗净;如果是旧胶辊铁芯,需要把旧胶辊外层的包胶去除,同时用清洗剂把铁芯表面剩余的胶清洗干净。
2、胶辊铁芯表面粗糙处理:把胶辊铁芯表面进行粗糙处理,以加大胶辊铁芯表面与包胶的粘合面积。
3、喷砂处理:将粗糙处理过的胶辊铁芯进行喷砂处理,喷砂会根据胶辊铁芯的材质选择不同性质的砂来进行喷砂。喷砂是为了让胶辊表面更粗糙,包胶后胶与铁芯粘合的。
4、包胶:对经过上述处理后的胶辊铁芯按客户的要求进行包胶,包胶材料的不同则达到不同的要求,比如:包橡胶的耐油墨性能好,包聚氨酯胶的耐磨耐压性能好,包硅胶的耐高温性能好。
5、胶辊硫化:包胶后的胶辊一般需要10-15小时的硫化时间,经过硫化后胶辊铁芯与包胶会紧密粘合,一条包胶的胶辊形成。
6、胶辊打磨:按客户要求的尺寸和形状来打磨,部分客户对胶辊表面要求较高的情况下,需要用数控磨床对胶辊进行镜面的打磨。经过以上6个工艺,橡胶辊包胶加工完成。
目前,大中型胶辊的硫化方式依然是硫化罐硫化,虽然柔性加压模式有所改变,但仍未脱离往返运输吊卸的繁重劳动负担。硫化热源有蒸汽、热空气和热水3种加热方式,主流仍是蒸汽。因金属芯接触水蒸汽而有特殊要求的胶辊,采用间接蒸汽硫化,时间要延长1~2倍,一般常用于中空铁芯的胶辊。对不能用硫化罐硫化的特殊胶辊,有时采取热水硫化,但水污染的处理有待解决。
为防止橡胶与金属芯因导热差异产生不同收缩而造成胶辊与胶芯之间发生脱层,一般硫化多采用缓慢升温升压的方式,硫化时间远比橡胶本身所需硫化时间要长得多。大型胶辊为达到内外均一硫化以及使金属芯与橡胶的导热性相近,在罐内停留的时间往往长达24~48h,约为橡胶正常硫化时间的30~50倍。
天华造纸机械的胶辊包胶以新颖的样式,精细的工艺,优越的性能及周到的售后服务得到业内人士的一致好评,更有部分产品销售于山东、滨州、德州、东营、菏泽、济南、济宁、莱芜、聊城、临沂、青岛、日照、泰安、威海、潍坊、烟台、枣庄、淄博;山东临沂兰山区;全国省内外地区,在纸加工机械行业领域一直拥有很好的口碑。欢迎有需求人士前来考察与指导。公司地址:义堂镇朱保工业园
在聚氨酯造纸胶辊,涂胶辊包胶视频,胶辊包胶怎么算,胶辊包胶等方面均有占有优势,欢迎您致电联系了解